English
English русский
русский عربى
عربىContent
- 1 Lo que realmente hace un ahumadero de procesamiento de carne
- 2 Tipos de ahumaderos comerciales utilizados en el procesamiento de carne
- 3 Las principales etapas de procesamiento dentro de un ahumadero de carne
- 4 Sistemas de generación de humo y selección de especies de madera.
- 5 Requisitos de seguridad alimentaria y cumplimiento normativo en operaciones de ahumaderos
- 6 Parámetros clave del ahumadero y qué sucede cuando salen mal
- 7 Selección de un ahumadero comercial: qué evaluar antes de comprar
Lo que realmente hace un ahumadero de procesamiento de carne
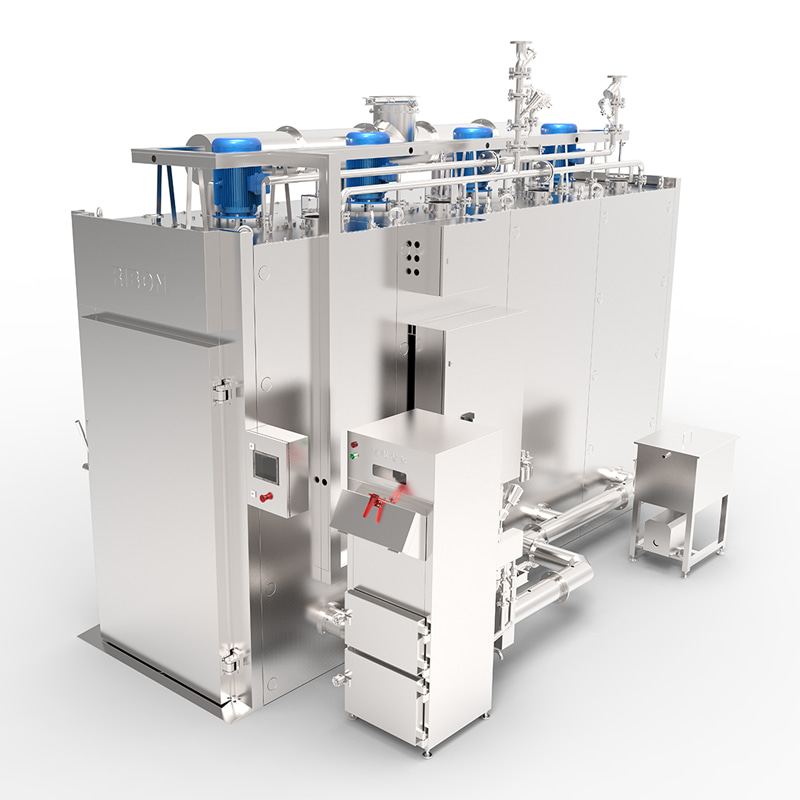
un ahumadero de procesamiento de carne es una cámara de ambiente controlado diseñada para aplicar calor, humo, humedad y flujo de aire a productos cárnicos en una secuencia precisa y repetible. A diferencia de un ahumador de jardín donde las condiciones cambian según el clima y la atención del cocinero, un ahumadero comercial para procesamiento de carne es un sistema diseñado en torno a la consistencia, que ofrece el mismo desarrollo de color, pérdida de humedad, temperatura interna y penetración de humo en cada ciclo, cada lote, día tras día. Esa consistencia es lo que separa un producto cárnico ahumado comercialmente viable de una aproximación artesanal.
El ahumadero es donde la carne cruda o curada se transforma en un producto terminado mediante múltiples procesos simultáneos. El secado elimina la humedad de la superficie para preparar la matriz proteica para la absorción del humo y el desarrollo del color. El ahumado deposita fenoles, carbonilos y ácidos orgánicos de la combustión sobre y dentro de la superficie de la carne, contribuyendo a la complejidad del sabor, el color y la protección antimicrobiana. La cocción eleva la temperatura interna del producto hasta los objetivos de pasteurización requeridos por las normas de seguridad alimentaria. Puede seguir un enfriamiento o una ducha dentro de la misma unidad para reducir rápidamente la temperatura del producto y fijar la textura final. En un ahumadero continuo moderno o un ahumadero por lotes programable, todas estas etapas se ejecutan secuencialmente bajo control automatizado: el operador establece el programa y el equipo lo ejecuta.
La gama de productos procesados en los ahumaderos comerciales es más amplia de lo que la mayoría de la gente supone. Las salchichas, la mortadela, las salchichas ahumadas, el jamón cocido, el tocino, las aves ahumadas, el salmón ahumado, la cecina y una amplia gama de carnes frías dependen del procesamiento en ahumaderos en alguna etapa de la producción. Cada categoría de producto tiene distintos requisitos de ahumadero (diferentes perfiles de temperatura, rangos de humedad, tiempos de aplicación de humo y duración de los ciclos), razón por la cual la selección y programación del ahumadero son decisiones técnicas centrales para cualquier operación de procesamiento de carne.
Tipos de ahumaderos comerciales utilizados en el procesamiento de carne
Los ahumaderos comerciales para procesamiento de carne vienen en varias configuraciones y la elección correcta depende del volumen de producción, la combinación de productos, el espacio disponible y el presupuesto de capital. Cada tipo tiene un perfil operativo distinto que se adapta mejor a determinados entornos de producción que a otros.
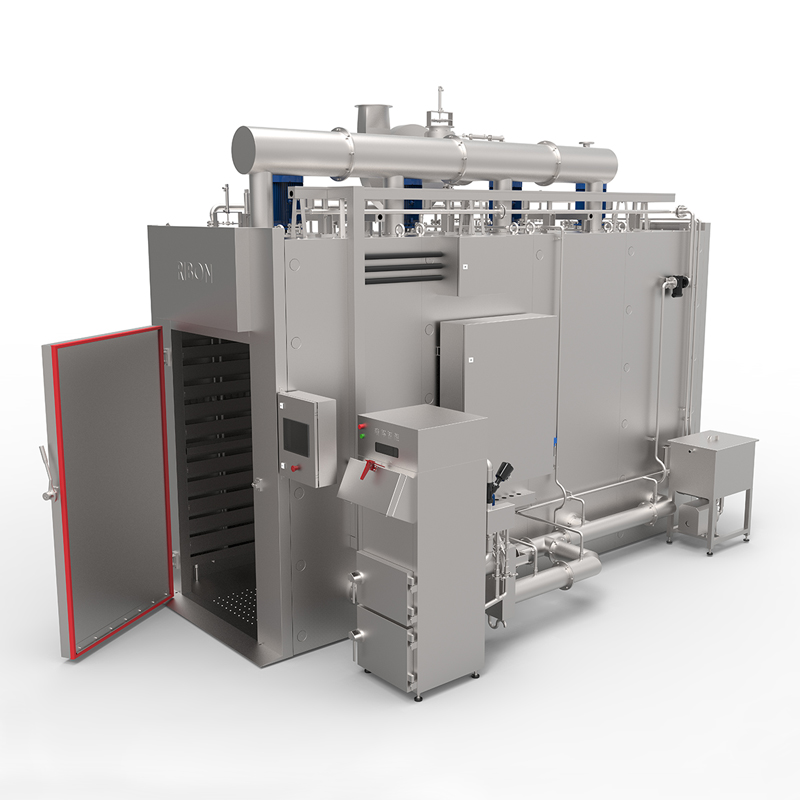
Ahumaderos por lotes
El ahumadero por lotes, también llamado ahumadero de gabinete o ahumadero de camión, es el formato más utilizado en plantas procesadoras de carne pequeñas y medianas. El producto se carga en barras de humo, árboles colgantes o camiones para hornos, se enrolla o se transporta con ruedas hasta la cámara del ahumadero y se procesa durante un ciclo completo antes de abrir la cámara y descargar el producto. Los ahumaderos por lotes varían en tamaño, desde unidades de un solo camión que contienen entre 200 y 400 kg de producto por ciclo hasta configuraciones de varios camiones capaces de procesar varias toneladas por lote. El formato es muy flexible: se pueden procesar diferentes productos en secuencia con cambios completos de programa entre lotes y el costo de capital es significativamente menor que el de los sistemas continuos. La contrapartida es la intensidad de la mano de obra: la carga y descarga requiere manipulación manual, y el tiempo del ciclo incluye intervalos de carga y enfriamiento no productivos.
Ahumaderos continuos
un continuous smokehouse moves product through the processing zones on a conveyor or trolley track system, with separate zones for drying, smoking, cooking, and showering maintained at different conditions simultaneously. Product enters one end and exits the other as finished goods without stopping. Continuous smokehouses are built for high-volume, single-product or narrow product-range operations — frankfurter and wiener production lines, high-volume bacon processing, and large-scale poultry smoking are the most common applications. Throughput capacity is much higher than batch systems for the same footprint, and labor input per kilogram of product is significantly lower. The limitation is inflexibility — changing the product being run requires reconfiguring the entire line and zone settings, making continuous systems poorly suited to plants with diverse or frequently changing product mixes.
Ahumaderos de túnel
Los ahumaderos de túnel son una variante del procesamiento continuo en el que el producto viaja a través de una cámara de túnel alargada sobre carros o transportadores. El formato de túnel permite tiempos de procesamiento más largos en cada etapa sin requerir un sistema transportador extremadamente largo, y el movimiento del producto se puede indexar (avanzando en pasos en lugar de continuamente) para permitir un control preciso del tiempo de permanencia en cada zona. Los ahumaderos de túnel se utilizan comúnmente para productos de músculo entero, salchichas de gran diámetro y aves ahumadas, donde se requieren ciclos de procesamiento más largos. Cubren la brecha entre la flexibilidad de los sistemas por lotes y el rendimiento de las líneas transportadoras continuas.
Ahumaderos en espiral
Los ahumaderos en espiral utilizan una trayectoria transportadora helicoidal dentro de una cámara compacta, lo que permite largos tiempos de residencia del producto sin requerir un túnel lineal largo. El transportador en espiral transporta el producto a través de múltiples bucles apilados dentro de una sola cámara, con condiciones de flujo de aire, temperatura y humo aplicadas uniformemente en todos los niveles. Este formato es particularmente eficiente para plantas con espacio limitado que necesitan capacidad de procesamiento continuo. Se utiliza ampliamente para salchichas, salchichas para el desayuno y productos cárnicos formados de diámetro pequeño donde los tiempos de ciclo son moderados y las condiciones consistentes en toda la carga del producto son críticas.
Las principales etapas de procesamiento dentro de un ahumadero de carne
Comprender lo que sucede dentro del ahumadero durante cada etapa del ciclo de procesamiento es esencial para solucionar problemas de calidad, optimizar programas para nuevos productos y comunicarse eficazmente con los proveedores de equipos. Cada etapa tiene una función específica y un conjunto de parámetros que deben controlarse para lograr el resultado objetivo.
Etapa de secado
El secado es la primera etapa en la mayoría de los programas de ahumaderos comerciales y tiene dos propósitos: eliminar la humedad libre de la superficie del producto y comenzar el proceso de desnaturalización de las proteínas que fija la textura de la superficie o la envoltura. La humedad de la superficie es el enemigo del desarrollo del color del humo: si la superficie del producto está mojada cuando se aplica el humo, los compuestos del humo se disuelven en el agua de la superficie en lugar de unirse a la matriz proteica, lo que produce un color desigual y con manchas y un acabado superficial húmedo y pegajoso. El secado efectivo requiere flujo de aire, temperatura y humedad relativa baja aplicada durante el tiempo suficiente para lograr una superficie seca y pegajosa antes de la introducción del humo. Los parámetros típicos de la etapa de secado son una temperatura de bulbo seco de 50 a 65 °C con compuertas abiertas para expulsar la humedad y un objetivo de humedad relativa inferior al 30 %. El tiempo de secado varía desde 15 minutos para salchichas de envoltura delgada hasta 60 minutos o más para productos grandes de músculo entero.
Etapa de aplicación de humo
El humo se introduce en la superficie del producto seco a través de un generador de humo conectado a la cámara del ahumadero. El generador de humo quema astillas de madera, aserrín o trozos de madera dura (la selección de especies tiene un impacto significativo en los compuestos de sabor y color producidos) y el humo generado es aspirado hacia la cámara mediante un ventilador y distribuido sobre el producto. La aplicación de humo generalmente se realiza a temperaturas moderadas (55 a 75 °C) con compuertas parcialmente cerradas para mantener la concentración de humo dentro de la cámara. La densidad del humo, medida como densidad óptica o por el cambio de color que produce en el papel indicador, debe ser constante entre ciclos para lograr un desarrollo de color repetible. El humo denso a temperaturas demasiado altas corre el riesgo de endurecer la superficie que sella la carcasa antes de que se produzca una penetración adecuada del humo (un defecto conocido como endurecimiento de la carcasa), mientras que una cantidad insuficiente de humo produce un producto pálido y poco coloreado.
Etapa de cocción
unfter smoke application, temperature is ramped up to cook the product to the required internal temperature. In the United States, USDA lethality requirements for ready-to-eat meat products mandate specific time-temperature combinations — for example, an internal temperature of 71.1°C (160°F) for whole muscle beef or a validated time-temperature table for comminuted poultry products. The smokehouse cooking stage must achieve and hold these temperatures throughout the entire product load, which requires careful consideration of product load density, airflow uniformity across the chamber, and temperature ramp rate. Cooking too quickly can cause fat separation, case splitting in sausages, and uneven internal doneness; cooking too slowly increases cycle time and energy consumption without improving product quality.
Etapa de ducharse y relajarse
Muchos ahumaderos por lotes comerciales incluyen un sistema de ducha de agua fría que se activa después de la etapa de cocción. La ducha fría reduce rápidamente la temperatura de la superficie del producto, lo que cumple múltiples funciones: detiene el proceso de cocción, fija la textura de la carcasa o la superficie, reduce la pérdida de humedad posterior al proceso y comienza la trayectoria de enfriamiento requerida por las normas de seguridad alimentaria. El USDA exige que los productos cárnicos listos para comer se enfríen de 54,4 °C a 26,7 °C en 1,5 horas y a 7,2 °C o menos en 5 horas más: una ventana de enfriamiento total que la etapa de ducha apoya al bajar rápidamente la temperatura de la superficie antes de que el producto pase a una sala de refrigeración para su enfriamiento final. Sin una etapa de ducha, el producto debe pasarse a enfriamiento rápido inmediatamente después de salir del ahumadero para cumplir con estos cronogramas.
Sistemas de generación de humo y selección de especies de madera.
El generador de humo es uno de los componentes más críticos desde el punto de vista operativo de un ahumadero comercial de procesamiento de carne, y la elección del método de generación de humo y del combustible de madera tiene un impacto directo en el sabor del producto, la consistencia del color y el cumplimiento normativo. Hay tres enfoques principales de generación de humo que se utilizan en el procesamiento comercial de carne.
Generadores de humo por fricción
Los generadores de fricción presionan un tronco de madera dura contra un disco o tambor giratorio a una presión controlada, generando humo a través de la fricción de la superficie y el calor. El método de fricción produce un humo relativamente limpio y consistente con menor contenido de partículas que los sistemas de combustión abierta y se puede controlar con precisión ajustando la presión del leño y la velocidad del disco. Los generadores de fricción son adecuados para programas automatizados de ahumaderos porque la salida de humo es consistente y responde rápidamente a las entradas de control. El formato de troncos también reduce la mano de obra de manipulación de la madera en comparación con los sistemas de astillas o aserrín, ya que un solo tronco puede funcionar durante períodos prolongados sin recargarse.
Generadores de virutas y aserrín humeantes
Los generadores de astillas y aserrín alimentan el combustible de madera en una bandeja calentada o en una placa de combustión, donde arde a temperaturas controladas para generar humo. Este es el método de generación de humo más común en los ahumaderos de carne comerciales debido a la amplia disponibilidad y el bajo costo de los combustibles de astillas y aserrín y a la capacidad de mezclar diferentes especies de madera para obtener perfiles de sabor personalizados. El control de la temperatura de la placa de combustión es fundamental: demasiado caliente produce una combustión excesiva y un humo amargo y acre; demasiado frío produce una combustión incompleta y una mayor producción de hidrocarburos aromáticos policíclicos (PAH), lo que genera preocupaciones sobre el cumplimiento normativo. Los generadores de chips automatizados modernos mantienen la temperatura de la placa de combustión dentro de ±5°C e incluyen mecanismos de alimentación automática que mantienen un suministro constante de combustible durante todo el ciclo de producción.

Aplicación de humo líquido
El humo líquido, una solución acuosa condensada de compuestos de humo producidos mediante combustión controlada y fraccionamiento, se utiliza cada vez más en el procesamiento comercial de carne como complemento o sustituto de la generación tradicional de humo de leña. Aplicado por atomización en la cámara del ahumadero, por aplicación directa en la superficie antes de la carga o por incorporación en la propia formulación del producto, el humo líquido proporciona un sabor y color altamente consistentes con un contenido mínimo de PAH y sin subproductos de combustión en el entorno de procesamiento. El humo líquido es particularmente ventajoso en jurisdicciones con estrictas regulaciones de calidad del aire sobre las emisiones de los ahumaderos y en operaciones donde la consistencia del sabor del humo es más importante que la autenticidad artesanal del humo de madera natural. La limitación es que los perfiles de sabor del humo líquido, aunque mejoran significativamente, aún se pueden distinguir del humo de madera natural mediante paneles sensoriales capacitados, una consideración para los productos de posicionamiento premium.
Especies de madera y sus aportes de sabor
La elección de especies de madera como combustible para ahumaderos tiene un impacto documentado en los compuestos de sabor depositados en los productos cárnicos. Las siguientes especies son las más utilizadas en los ahumaderos comerciales de procesamiento de carne:
| Especies de madera | Perfil de sabor | Mejores aplicaciones de productos | Desarrollo de color |
| nogal | Fuerte, robusto, parecido al tocino | Tocino, jamón, salchichas de cerdo | Caoba profunda |
| unpplewood | Suave, dulce, afrutado | Aves, lomo de cerdo, pescado. | Marrón dorado claro |
| Roble | Medio, terroso, completo | Carne de res, cordero, todo uso | Marrón medio |
| cereza | Suave, ligeramente dulce, sutil. | Aves, cerdo, queso ahumado. | Marrón rojizo intenso |
| unlder | Delicado, ligeramente dulce | Salmón, mariscos, aves ligeras | Dorado claro |
| Arce | Suave, ligeramente dulce, limpio. | Tocino, jamón, salchicha de desayuno | Marrón dorado medio |
| haya | Neutro, suave, limpio | salchichas, salchichas europeas | Oro pálido a medio |
Requisitos de seguridad alimentaria y cumplimiento normativo en operaciones de ahumaderos
Las operaciones comerciales de ahumaderos de procesamiento de carne están sujetas a requisitos reglamentarios de seguridad alimentaria que rigen las combinaciones de tiempo y temperatura, protocolos de enfriamiento, documentación HACCP y monitoreo ambiental. Estos requisitos no son ejercicios de cumplimiento opcionales: definen el rendimiento mínimo que los programas de ahumaderos deben lograr en cada ciclo de producción y conllevan implicaciones de responsabilidad legal si no se cumplen y se produce un problema de seguridad del producto.
Requisitos de letalidad para productos listos para el consumo
En los Estados Unidos, el Apéndice A del FSIS del USDA proporciona tablas de tiempo y temperatura que definen el desempeño de letalidad aceptable para productos cárnicos y avícolas cocidos. Para la carne de res, la temperatura interna mínima para una reducción de 7 log de Salmonella es 71,1°C (160°F) sin necesidad de tiempo de retención, o temperaturas más bajas con tiempos de retención validados; por ejemplo, 65,6°C (150°F) mantenida durante 4 minutos logra una letalidad equivalente. Para las aves de corral, una reducción de 7 log de Salmonella requiere 74°C (165°F) instantáneos o combinaciones alternativas validadas de tiempo y temperatura. Los programas de cocción del ahumadero deben validarse para demostrar que el punto más frío del producto más pesado en la configuración de carga más desafiante alcanza estos parámetros, no solo que el termopar en el punto de monitoreo alcanza la temperatura objetivo.
Requisitos de enfriamiento y estabilización
Existen requisitos de enfriamiento postletal para evitar el crecimiento de patógenos formadores de esporas, principalmente Clostridium perfringens, durante la fase de enfriamiento después de la cocción. El FSIS del USDA exige que los productos cárnicos cocidos se enfríen de 54,4 °C a 26,7 °C en 1,5 horas y luego a 7,2 °C o menos en 5 horas adicionales. Alternativamente, los procesadores pueden usar las opciones de estabilización alternativas del Apéndice B, que permiten un enfriamiento algo más lento con controles de compensación. Estos cronogramas deben validarse en las peores condiciones de producción y documentarse en el plan HACCP. Los operadores de ahumaderos que dependen de la ducha posterior a la cocción seguida del enfriamiento de la sala de enfriamiento deben validar que la velocidad de enfriamiento combinada cumpla consistentemente con el cronograma regulatorio, teniendo en cuenta la variación en la densidad de carga del producto, la temperatura ambiente y el rendimiento del equipo a lo largo del tiempo.
Control de Listeria en el ambiente del ahumadero
El ambiente del ahumadero postletal (después de la cocción pero antes del envasado final) es la zona de mayor riesgo de contaminación por Listeria monocytogenes en el procesamiento de carne lista para el consumo. Listeria puede colonizar los desagües de condensado, las uniones entre pisos y paredes, las superficies de los transportadores y los sistemas de agua de refrigeración, y la contaminación posterior al proceso del producto cocido procedente del entorno de procesamiento es una de las principales causas de retiradas del mercado de carne lista para el consumo. El USDA FSIS exige que los procesadores tengan un programa escrito de exposición postletal que aborde el control de Listeria según la Directiva 10,240.4 del FSIS. El saneamiento de los interiores de los ahumaderos (paredes, techos, barras de humo, árboles colgantes y desagües) debe ser exhaustivo y documentado, con programas de pruebas ambientales con hisopos para verificar su eficacia. La gestión del condensado es particularmente importante: el goteo de condensado de las superficies del ahumadero sobre el producto o las superficies de contacto del producto representa una vía de contaminación directa que debe eliminarse mediante controles operativos y de diseño.
Parámetros clave del ahumadero y qué sucede cuando salen mal
Los programas de ahumadero implican múltiples variables interdependientes, y comprender las relaciones de causa y efecto entre las desviaciones de los parámetros y los defectos de calidad del producto hace que la resolución de problemas sea mucho más rápida y sistemática. Los siguientes son los problemas de calidad más comunes en los ahumaderos y sus causas fundamentales.
- Desarrollo de color desigual en toda la carga: Causado por un flujo de aire no uniforme dentro de la cámara. El producto cerca del ventilador recibe más flujo de aire y se seca y colorea más rápido; producto en zonas estancadas se retrasa. Verifique que no haya deflectores de flujo de aire dañados o bloqueados, estantes de productos sobrecargados que restrinjan la circulación de aire y verifique que las posiciones de las compuertas coincidan con las especificaciones del programa.
- Producto pálido y poco coloreado: Densidad de humo insuficiente, secado inadecuado antes de la aplicación de humo o duración de la etapa de humo demasiado corta. Verifique la salida del generador de humo, verifique el contenido de humedad de las astillas de madera (debe ser inferior al 20%) y confirme que la etapa de secado esté logrando una superficie seca y pegajosa antes de la introducción del humo.
- Partidas de tripa o separación de grasas en embutidos: La temperatura de cocción aumentó demasiado rápido, lo que provocó que se acumulara presión de vapor dentro de la carcasa antes de que la matriz proteica se hubiera endurecido lo suficiente. Extienda la etapa de cocción intermedia a 65–68 °C para permitir un ajuste gradual de las proteínas antes de alcanzar la temperatura de cocción final.
- Tripas arrugadas o arrugadas: Pérdida excesiva de humedad durante las etapas de secado o ahumado, o ducha inadecuada después de la cocción. Aumente ligeramente la humedad de la etapa de secado, reduzca el tiempo de secado y verifique que el sistema de ducha proporcione el volumen de agua y la cobertura adecuados en toda la carga del producto.
- Sabor ahumado amargo o acre: La combustión incompleta en el generador de humo, la humedad excesiva de las astillas de madera o la profundidad de las astillas de madera demasiado grande en la placa de combustión provocan combustión lenta a una temperatura insuficiente. Limpie la placa de combustión, reduzca la profundidad de carga de viruta y verifique la calibración de la temperatura de la placa de combustión.
- No alcanzar el objetivo de temperatura interna: Producto sobrecargado en la cámara, termopar no colocado en el centro térmico del producto más pesado u obstrucción del flujo de aire que reduce la transferencia de calor. Reduzca la densidad de carga, verifique el procedimiento de colocación del termopar y revise la configuración del deflector de flujo de aire
Selección de un ahumadero comercial: qué evaluar antes de comprar
Comprar un ahumadero comercial para una operación de procesamiento de carne es una inversión de capital significativa y la decisión involucra más variables que el tamaño y el precio de la cámara. Los siguientes criterios de evaluación cubren los aspectos que afectan más directamente el desempeño operativo a largo plazo y el costo total de propiedad.
- unirflow uniformity certification: Solicite datos de validación de la uniformidad del flujo de aire (mapeo de distribución de temperatura en una carga completa en condiciones de producción) antes de comprometerse con la compra. Los sistemas de flujo de aire mal diseñados son la causa principal de la calidad desigual del producto en los ahumaderos comerciales y no se pueden corregir fácilmente después de la instalación.
- Capacidad del sistema de control: Los ahumaderos modernos deberían ofrecer controladores programables de varios pasos con capacidad de registro de datos, gestión de alarmas y monitoreo remoto. La capacidad de registrar y recuperar datos de tiempo y temperatura para cada ciclo es esencial para la documentación HACCP y el cumplimiento normativo.
- Diseño de saneamiento: Evalúe la ubicación del drenaje, el diseño de la unión pared-piso, los acabados de las superficies y la accesibilidad para la limpieza. Un ahumadero que es difícil de limpiar a fondo es un problema de Listeria: el saneamiento debe ser una consideración principal del diseño, no una ocurrencia tardía.
- Eficiencia energética: La calefacción y la refrigeración de los ahumaderos representan importantes costes operativos. La calidad del aislamiento, los sistemas de recuperación de calor en las compuertas de escape y los ventiladores de velocidad variable para controlar el flujo de aire afectan el consumo de energía por kilogramo de producto procesado. Solicitar datos de consumo de energía por ciclo en condiciones de carga estándar
- Disponibilidad de piezas y soporte de servicio: Para un equipo que funciona todos los días de producción, el tiempo de inactividad debido a piezas de repuesto no disponibles o una respuesta tardía del servicio es una pérdida directa de producción. Evalúe el inventario de piezas del proveedor, la red de servicios y el tiempo de respuesta típico antes de la compra, lo que es particularmente importante para operaciones en regiones con infraestructura de servicio de equipos limitada.
- Cumplimiento de emisiones: Las emisiones de humo de escape de los ahumaderos están sujetas a regulaciones de calidad del aire en muchas jurisdicciones, y los requisitos varían significativamente según la ubicación y el volumen de producción. Confirme que la configuración del ahumadero y el generador de humo cumpla con los estándares de emisiones locales antes de la instalación y evalúe las opciones de posquemador o depurador de humo si opera en una jurisdicción con estrictos requisitos de calidad del aire